
Ultra Deburr Type A Technical Detail
BLADE TYPE:
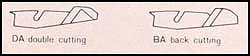
As shown below. DA (double action) for deburring both sides of holes and BA (back action) for back of hole only.
Standard-High Speed Steel-Can handle any job that requires Deburring from aluminum to titanium metals. Upgrade-Tungsten Carbide-Increases life expectancy of the tool up to 40%, especially when deburring ferrous metals.
BLADE TYPE:
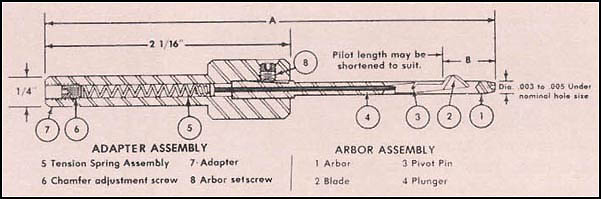
1. Set blade on the pivot pin within the arbor.
2. Place the plunger through the back of the shank.
3. Insert spring through the back of the shank.
4. Tighten the set screw in the rear-end of the shank but do not compress springto its solid condition. The blade will not retract without spring cushion(Damage to hole and tool may occur).
BLADE REPLACEMENT:
The blade can be easily removed by sufficiently loosening the setscrew in the shank end. The blade is designed with an open-end slot, eliminating the necessity of removing the pivot pin before blade removal.
1. Loosen set screw in the rear-end of the shank. This should allow the blade to drop freelyfrom the arbor.
2. Set the new blade on the pivot within the arbor and then tighten the set screw to desiredadjustment. Do not compress spring to its solid condition. The blade will not retractwithout spring cushion (Damage to hole and tool may occur).
BLADE REGARDING:
Regrind as shown on the right diagram. 4 to 10 regrinds of 0.010" are possible.

DEBURRING:
USE THIS TOOL BEFORE YOU REAM OR TAP THE HOLE, OTHERWISE, DAMAGE TO THE HOLE MAY OCCUR!!!
Adding a dwell time when feeding the tool through the sections to deburr will allow for a cleaner and more efficient deburring process. An illustration is provided below:
DEBURRING ON A CROSS HOLE:
When doing cross hole deburring, special attention must be paid to the relationship of the cross hole diameter to that of the main bore. The main bore must be at least three times larger than the cross hole diameter or the tool will be damaged. If the main bore diameter is 3 to 12 times that of the cross hole then blade with 45 degree angle should be used (available by special order). Standard blade can be used if the main bore diameter is more than twelve times that of the cross hole.
You can prevent premature wear and tear on the blade if you use a cooling system to deter heat and debris from damaging the tool
We recommend:
1. Coolant System
2. Oil System.
3. Air Blow System.
We recommend speed (RPM) and feed ranges for a hole size is below.
SHOP NOW


